最佳答案
关注胖先生,一起了解中国崛起背后的科技逆袭的故事!
▲厉害了我的国!
“NO,NO,NO!”
“这种铝合金车体焊接的活儿,只能由我们来,这可是新
关注胖先生,一起了解中国崛起背后的科技逆袭的故事!

▲厉害了我的国!
“NO,NO,NO!”
“这种铝合金车体焊接的活儿,只能由我们来,这可是新技术,你们中国人不会的!”
话说前几年,在中国的土地上,中国的高铁生产车间里,一群中国的工程师们正在听一个欧洲工程师讲解他们的新技术:搅拌摩擦焊接技术,这是一种全新铝合金高铁车体的焊接技术。
不知这位欧洲工程师是无心还是有意,在他的讲说过程中,他不断的在强调一点:搅拌摩擦焊接技术可是我们欧洲人的最新发明,你们中国人可没有!
这可让一众中国工程师们显得尴尬不已,你说不听他说吧,好不容易有这么个接触欧美先进技术的机会,错过实在可惜,你说继续听下去吧,这家伙却好像很享受这种羞辱中国人的感觉,每隔几句话就得来上一句:
“你们中国人可不会!”

▲中国高铁研发车间
显然在场的中国工程师们并非意气用事之辈,他们虽然不爽这位老外的挑衅,但还是按压着心中的无名之火,耐心地听他讲完了。
但也是从此之后,在中国工程师的心中,就种下了这颗励志自强的种子:
“别得意,既然让我们知道了这个技术,接下来我们就是不吃不喝也得把它攻破!”
话说这名欧洲工程师口中的搅拌摩擦焊到底是个啥技术?为啥咱们的高铁列车就非得用他们的这个技术不行呢?您别急,接下来就让胖先生我给您讲一讲这其中的缘由。
话说我国在2020年出台的“十四五”规划纲要中,明确指出在重大技术装备领域要推进CR450高速度等级中国标准化动车组这一目标,而要想完成这一目标,就必须要打造全新一代的高铁车体,这是中国标准化动车组的核心装备和形象所在。相比较于传统车体,新一代高铁车体对于轻量化、密封性和抗腐蚀能力都有严格要求,内外采用6005A铝合金型材进行拼焊制造。

▲复兴号标准动车组列车外观
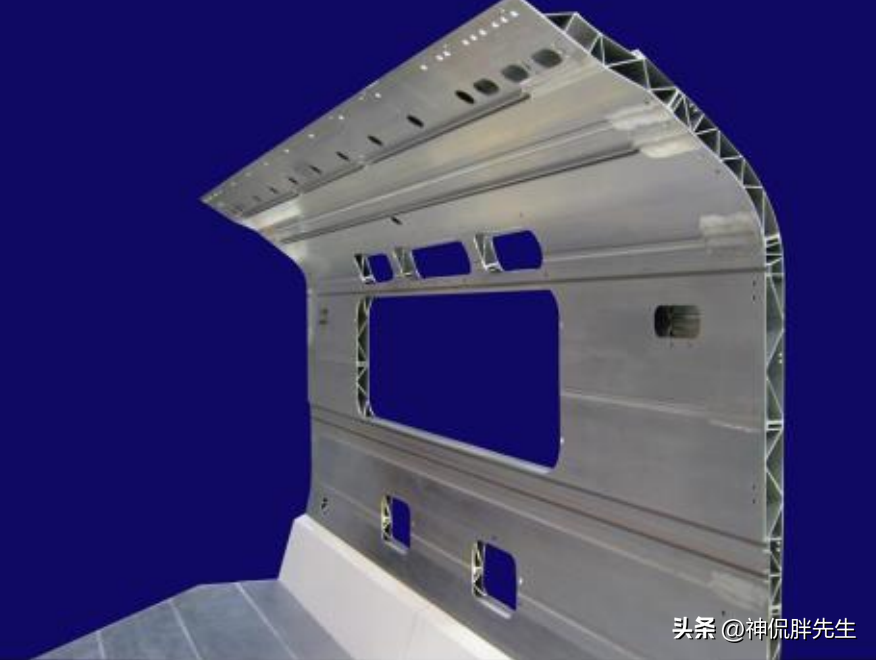
▲复兴号标准动车组列车铝合金型材车身
于是问题就来了,目前我国在车体铝合金型材焊接方面的成熟技术,主要是钨极惰性气体保护焊(简称TIG焊)和熔化极惰性气体保护焊(简称MIG焊),这两种焊接技术各有优缺点,其中TIG焊的接头质量高,适合于焊接较薄工件,焊接过程产生的飞溅较少,而MIG焊的高沉积速率和高焊接速度以及高热量输入可实现更深熔深。
然而这两种技术属于传统熔化焊接方法,都存在相当明显的缺陷,例如气孔敏感性高、热裂纹倾向大、焊接易变形、接头抗拉强度仅能达到母材70%左右等等问题。
因此在实际焊接工作中,为了保证焊接质量要求,往往需要严格控制车间温度、湿度,还对焊接工人有相当严格的要求,他们必须会根据情况随时调试焊接工艺参数,矫正相关工艺,所以培养一名合格的焊接工人相当耗时费力(据数据统计显示,培养一名合格铝合金焊工至少需要两年,培养成本在10万元左右),并且人工焊接对于焊工的健康伤害较大(强弧光、烟尘等),现如今的年轻人们都不愿意从事这份工作了,种种不利因素无疑大大增加了铝合金车体焊接制造工序和成本。

▲焊接工人在工作
既然传统铝合金熔化焊接方式有这么多的缺点,那自然就得改进了,得益于几百年的科研积淀,这一次欧美人又走在了前列。
1991年,英国焊接研究所(TWI)发明了一种单轴肩搅拌摩擦焊接技术,这是一种新型固相焊接技术,它的工作原理大致如下:单轴肩搅拌摩擦焊技术在焊接过程中会使用一个轴肩的搅拌头,首先让搅拌头扎入对接面内部,然后搅拌针的快速旋转和搅拌头轴肩的摩擦产热,输入热量使得工件对接面周围金属软化,随着搅拌头的旋转与移动,就会发生塑性金属流的周向运动,从而填充搅拌针后方的空腔,继而在轴肩的挤压和搅拌针的旋转下形成焊接接头。
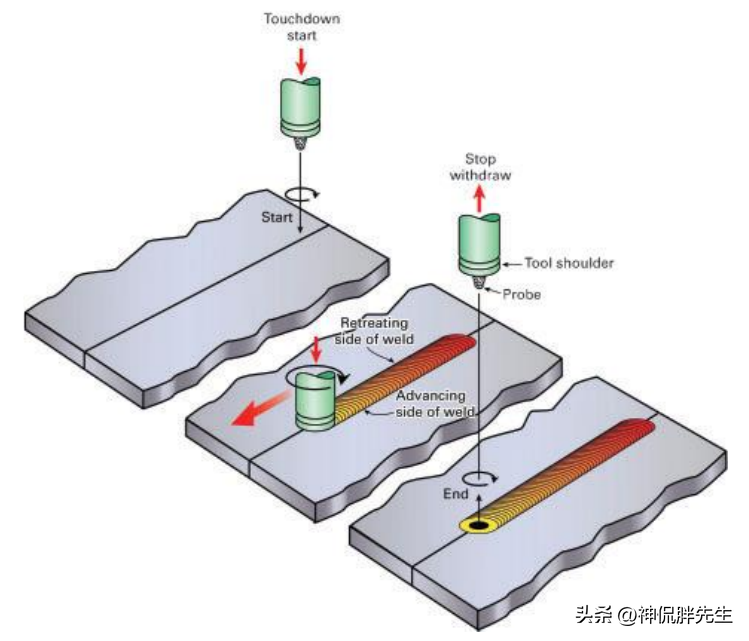
▲单轴肩搅拌摩擦焊原理示意图
和传统的熔化焊接方式相比较,搅拌摩擦焊接技术具有接头成形质量好,焊接过程绿色无污染,且不易产生焊接缺陷等优势,再加上搅拌摩擦焊接技术接头垂直方向上中下各层在焊接过程中受到不同的作用,各层力学性能也有差异,接头上部主要受到轴肩顶锻和搅拌针搅拌作用,下部则只受搅拌针作用,接头上部的抗拉强度最高,中部和下部的抗拉强度较低,综合来看搅拌摩擦焊接头的抗拉强度和延伸率要大于熔焊接头。
综合以上种种优点,因此搅拌摩擦焊接技术一经问世,就成为了铝合金高铁车体焊接的最佳选择,而作为高铁大国的我们,在很长一段时间内并不掌握这种技术,只能高价从国外引进,这也就出现了文章开头所说的那一幕。
“知耻后勇,迎头赶上!”

▲知耻后勇的中国工程师
在接下来的一段时间内,这句话就成为了中国工程师们的口头禅,大家各有分工,开始搜集所有能搜集到的资料,从只言片语中钻研这种全新技术的实现原理,然后在亲自动手验证领悟到的方法是否行得通。
就这样,原本被欧美当做杀手锏一样保密,对于中国工程师们而言显得异常神秘的摩擦搅拌焊接技术逐渐地揭开了面纱,露出了它的真容。
“老外的这个技术的确是妙,但是也并非没有缺陷啊!”
随着中国工程师们研究的不断深入,大家掌握的资料越来越多,在这个过程中也发现了欧美技术本身的一些缺陷。

▲b:高铁底架;c:高铁车顶;d、高铁侧墙;e、高铁端墙
例如搅拌摩擦焊虽然不易产生焊接缺陷,但在焊接过程中仍然会受到一些因素的影响,例如焊接参数、焊接装配精度、待焊材料性能等,这些因素中任何非正常变化都会产生接头缺陷。
这些接头缺陷主要分为两部分:外部缺陷和内部缺陷,外部缺陷主要包括飞边、毛刺、犁沟、匙孔等,这些缺陷容易被肉眼发现,还不算太严重。而内部缺陷则有孔洞缺陷、弱连接、未焊透等,这类缺陷由于存在于接头焊缝内部,因此不易发现,需借助超声或X射线辅助检测才行。
掌握了这些信息后,一个更加宏大的目标在一众中国工程师们的心间浮现出来:
“接下来,就让我们来改进老外技术的这些缺陷,给他们展现一个更加完美的搅拌摩擦焊接技术吧!”
原来老外的搅拌摩擦焊技术主要是单轴肩搅拌摩擦焊接技术,这种工艺主要是利用轴肩的搅拌头从上而下向工件表面施加一个压力,此时为了防止工件变形,因此需要在工件整体下方添加一个支撑垫板,但这直接限制了在某些场合并不适合使用搅拌摩擦焊技术,例如弯曲大型结构件(火箭燃料箱)和封闭型材(高铁车体中空型材)。
怎么办呢?经过不断的设计和试验,中国工程师们想出了一个办法,并顺势发明了双轴肩搅拌摩擦焊技术,这是传统搅拌摩擦焊的一种变体,与只有一个轴肩和搅拌针的传统搅拌头相比,双轴肩搅拌摩擦焊的搅拌头有上下两个轴肩,搅拌针连接上下轴肩,下轴肩充当传统搅拌摩擦焊中工件下方的刚性垫板。
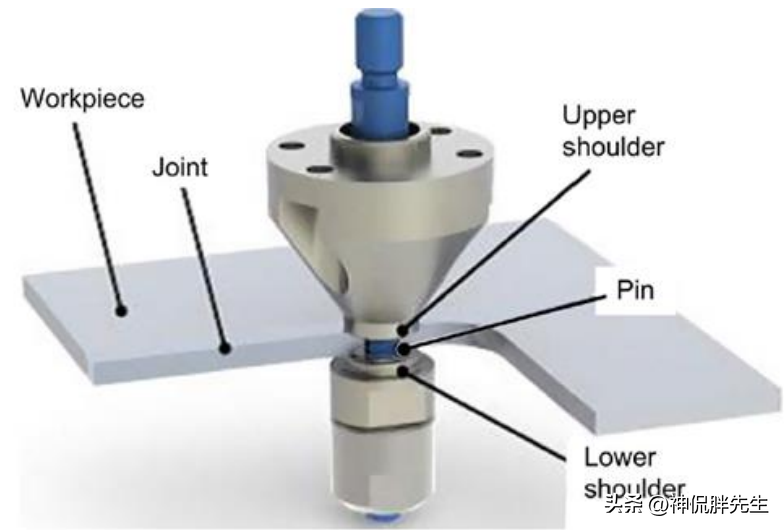
▲双轴肩搅拌摩擦焊原理示意图
看到这也许那位就说了:“这没啥了不起啊,不就是多了一个轴肩部件吗?”
列位,您可别小看这个改动,通过这样的改动后,搅拌摩擦焊技术就可以灵活应用到大型弯曲结构件和封闭型材的连接中去了,除此之外,使用两个轴肩的搅拌摩擦焊技术由于热输入平衡,还有效避免了单轴肩搅拌摩擦焊技术中容易产生根部未焊透和不完全的焊缝熔深缺陷,因此型材焊后变形率也比老外的技术少得多!
而后来的事情也验证了我上述所说的结论,当中国工程师们拿着自己的改进型方案来和那位颐指气使的欧洲工程师PK时,他惊讶不已:
“我没想到,你们中国工程师竟然能如此快速的就掌握了这个技术!”
但令他更加惊讶的还在后面:
“Oh my god!你们的这种双轴肩改进方案,真的是太妙了!”
现如今,在铝合金搅拌摩擦焊技术研究领域,众多科研人员的研发领域也早已从欧美传统的单轴肩搅拌摩擦焊转向了更加高效的双轴肩搅拌摩擦焊方面,而我们中国人对此,已经走在了世界的前列。
好了,今天的科技小故事就和大家分享到这里,欢迎大家关注我,一起了解中国崛起背后的那些不为人知的科技逆袭故事!
▲加油中国!





